
Ne laissez plus vos fichiers CAO être rejetés par les ateliers d'usinage. Ce guide pratique vous propose une liste de contrôle testée sur le terrain pour résoudre les problèmes les plus fréquents. erreurs courantes dans les fichiers CAO qui entraînent des coûts élevés. Usinage CNC le remaniement. Ces étapes vous permettront d'économiser du temps, du budget et de la frustration.
Les cinq erreurs de fichiers CAO les plus courantes dans l'usinage CNC sont les suivantes : spécification incorrecte des tolérances (comme l'utilisation excessive des tolérances globales par défaut) ; géométrie non fabricable (comme les rayons internes à zéro degré et les parois trop minces) ; envoi d'un modèle 3D sans dessin 2D pour définir l'intention ; géométrie corrompue ou non-manifold due à de mauvaises exportations de fichiers ; et unités ou échelle de fichier incorrectes (par exemple, pouces ou mm).
Maintenant que vous savez ce que les erreurs, il est temps d'apprendre le processus simple, étape par étape, qui permet de les trouver et de les corriger. avant vous envoyez votre fichier.
Le véritable coût du remaniement : Bien plus que vous ne l'imaginez
Vous vous dites peut-être : "Ce n'est qu'une modification de fichier de 30 minutes. Où est le problème ?"
Le problème est que le temps que vous passez à modifier le fichier CAO n'est que la partie visible et minuscule de l'iceberg. Les coûts réels des retouches sont cachés sous la surface, et ils sont catastrophiques pour votre projet.
L'effondrement du calendrier
Voici ce qui se passe réellement lorsque nous envoyons cet e-mail d'erreur de fichier :
- Votre projet est immédiatement mis en pause.
- Le créneau de la machine CNC que nous avions réservé pour votre travail ? Il est immédiatement attribué à un autre client dont le dossier est prêt.
- Lorsque vous renvoyez le fichier corrigé 24 heures plus tard, vous ne retrouvez pas votre ancienne place. Vous passez à la en arrière de la ligne.
Cette "solution de 30 minutes" vient de provoquer une délai de deux semaines en attendant le prochain emplacement disponible.
L'érosion de la confiance
Les dommages invisibles sont pires que l'impact sur le calendrier. Lorsque vos dossiers entraînent régulièrement des retards, vos chefs de projet et vos équipes chargées des achats commencent à perdre confiance.
Ils ne le disent peut-être pas, mais ils commencent à réfléchir, "Les dossiers de cet ingénieur présentent toujours des problèmes. Peut-être devrions-nous prévoir un budget supplémentaire". ou, "Ces dessins sont-ils fiables ? Cela érode votre autorité professionnelle et rend tout projet futur plus difficile.
Le coût monétaire exponentiel
Enfin, parlons du coût réel. Les tolérances sont l'un des principaux facteurs de prix. Mais le coût n'est pas linéaire, il est exponentiel.
Une étude axée sur les fabricants DFM (conception pour la fabrication) a constaté que 70% à 80% des coûts du cycle de vie d'un produit sont bloqués pendant la phase de conception.. Vos décisions en matière de tolérance jouent un rôle important à cet égard.
Par exemple :
- L'usinage d'une pièce selon une tolérance standard de $\pm0,010"$ ($\pm0,25mm$) a un coût de base.
- Resserrement de la même La caractéristique de $\pm0,005"$ ($\pm0,12mm$) peut augmenter le coût. 1.5x.
- Un serrage supplémentaire de $\pm0,001"$ ($\pm0,025mm$) peut facilement multiplier le coût par 3x à 5x.
Pourquoi ? Parce qu'elle nécessite des vitesses de machine plus lentes, des outils plus coûteux et une inspection avancée (comme une MMT). Lorsque votre dessin exige une précision inutile, vous intégrez dans la pièce des coûts élevés et un risque important de retouche.
Alors, comment éviter cette réaction en chaîne désastreuse ? Cela commence par l'identification et l'élimination des cinq plus grands coupables.
Les 5 défauts de la reprise CNC (et comment y remédier)

C'est le cœur du problème. Nous avons constaté que la quasi-totalité des retouches peuvent être attribuées aux cinq éléments suivants erreurs courantes dans les fichiers CAO.
Pour chaque coupable, nous expliquerons ce qu'il est, pourquoi il s'agit d'un problème critique pour vous (l'ingénieur) et une liste de contrôle simple pour l'éliminer définitivement de vos conceptions.
Coupable #1 : Le piège de la tolérance ("valeurs par défaut" et "ingénierie excessive")
Il s'agit sans aucun doute de l'erreur la plus coûteuse dans le domaine de la santé. Usinage CNC.
Qu'est-ce que c'est ? L'erreur se produit de deux manières :
- Le piège du "défaut" : Vous utilisez le cartouche par défaut de votre logiciel de CAO, qui comporte une "tolérance globale" telle que $\pm0,05mm$ ($\pm0,002"$) qui s'applique aux éléments suivants chaque dimension sur le dessin.
- Le piège du "juste au cas où" : Vous n'êtes pas sûr de la tolérance nécessaire à une caractéristique, alors vous spécifiez une tolérance serrée "juste pour être sûr".
Pourquoi c'est un problème : Vous concevez une pièce qui est soit absurdement chère, soit littéralement impossible à fabriquer. Comme l'a souligné Greg Paulsen, directeur de l'ingénierie des applications chez Xometry, de nombreuses erreurs de fichiers sont dues à des "lacunes de connaissances". Les ingénieurs ne vouloir de fabriquer des pièces non manufacturables ; ils ne sont tout simplement pas conscients des contraintes spécifiques.
L'expérience du monde réel : Le boîtier $800
Un ingénieur d'une start-up nous a récemment soumis un devis pour un boîtier en aluminium 6061 d'une longueur d'environ 300 mm. Notre système l'a chiffré à près de $800 par pièce.
Son dessin en 2D avait une tolérance globale par défaut de $\pm0,05mm$. Cela signifie que la longueur totale est de 300 mm, la largeur de 200 mm et la hauteur de 80 mm. tous devaient être maintenus à cette extrême précision. Cela nécessite une salle climatisée, une MMT pour l'inspection et un usinage douloureusement lent.
Nous n'avons pas simplement rejeté le dossier. Nous l'avons appelé et lui avons posé une question simple : "Cette enceinte doit-elle respecter cette tolérance, ou s'agit-il simplement de la valeur par défaut de votre modèle ?"
Sa réponse : "Oh mon Dieu, c'est juste notre modèle par défaut. C'est un couvercle pour un prototype, $\pm0.5mm$ est tout à fait correct."
Nous lui avons demandé d'actualiser le dessin pour qu'il corresponde à la norme industrielle ISO 2768-m (moyenne) et ne mentionne des tolérances serrées que pour les trous de montage critiques.
Le résultat ? Le prix est passé de $800 à $220.
Nous ne l'avons pas seulement sauvé d'une retouche de pièces, nous avons sauvé l'ensemble de son projet d'une "retouche" budgétivore.
Votre liste de contrôle pour la prévention des reprises :
- [SUPPRIMER] la tolérance globale du cartouche de votre dessin.
- [UTILISER] une tolérance de base standard comme ISO 2768-m (moyen).
- [DEMANDER] cette question pour chaque fonctionnalité : "Avec quoi cette surface s'accouple-t-elle ?" Si la réponse est "rien" ou "air", c'est le cas. pas ont besoin d'un tolérance étroite. Conservez votre budget pour les caractéristiques qui comptent vraiment.
Coupable #2 : Géométrie non fabricable (rayons nuls, parois minces)
En tant qu'ingénieur, vous travaillez dans le monde numérique de la CAO, où un angle interne parfait à 90 degrés est à portée de clic. Dans le monde physique de la Usinage CNCIl s'agit d'un fantasme.
Qu'est-ce que c'est ? Cette erreur consiste à concevoir des caractéristiques qui sont soit physiquement impossibles à créer par une machine, soit instables pendant le processus d'usinage. Les deux erreurs les plus courantes sont les suivantes :
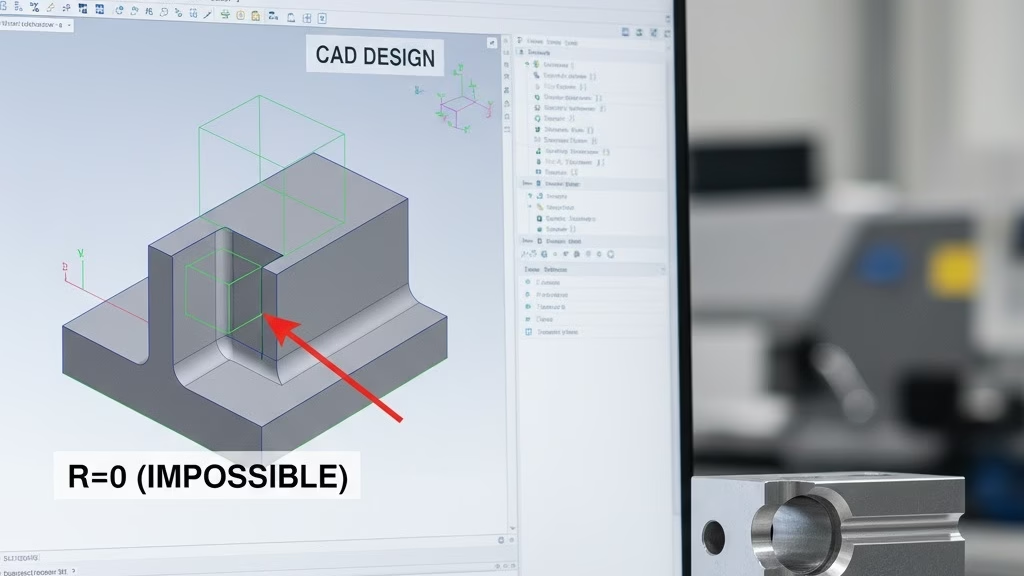
- Coins internes à rayon zéro : Conception d'angles internes aigus à 90 degrés (R=0).
- Des murs trop fins : Concevoir des murs trop fins par rapport à leur hauteur.
Pourquoi c'est un problème :
- Rayon zéro : A Fraiseuse en bout CNC est un outil de coupe cylindrique. Il est physiquement impossible pour un outil rond afin de créer un angle vif et carré à l'intérieur. Cela conduit immédiatement à un "non devis" ou à une demande de reprise.
- Murs minces : Lorsqu'un outil usine une paroi mince, celle-ci vibre violemment (ce qu'on appelle le "broutage"). Ces vibrations entraînent un mauvais état de surface, des imprécisions dimensionnelles et, dans de nombreux cas, une déformation ou une rupture totale de la paroi. La pièce est mise au rebut et il faut tout recommencer.
En tant que Professeur John Hart du MIT Un fichier qui ignore les contraintes de la machine... n'est pas une conception, c'est un fantasme. Le travail de reprise consiste à traduire ce fantasme en réalité".
L'expérience du monde réel : "L'impossible angle droit
Un client d'une grande société d'ingénierie nous a envoyé un fichier STEP pour une pièce comportant une rainure. Cette rainure devait s'accoupler avec une glissière carrée. Le modèle CAO avait bien sûr des angles internes R=0 parfaits.
Notre logiciel de FAO l'a repéré instantanément.
Nous aurions pu simplement rejeter le fichier et dire : "Non fabriquable. Corrigez-le". C'est ce qui crée des frictions et des frustrations chez les ingénieurs.
Au lieu de cela, nous lui avons envoyé une simple capture d'écran montrant notre outil de 3 mm et le rayon R=1,5 mm qu'il devrait avoir. inévitablement de l'entreprise. Nous avons alors proposé de manière proactive deux solutions adaptées aux ingénieurs :
- Solution A (os de chien) : Ajoutez un relief en "os de chien" ou en "oreille de Mickey" dans chaque coin. Cette petite découpe permet à son curseur carré de s'adapter parfaitement, même si les coins de la rainure sont arrondis.
- Solution B (rayon) : Il suffit de modifier sa conception pour obtenir un rayon R=1,5 mm (ou plus), que nous pourrions facilement usiner.
Il m'a répondu dans les cinq minutes suivantes : "Wow, merci pour cette explication claire. Les os de chien ont été ajoutés". Il a envoyé le nouveau fichier et nous avons commencé l'usinage le jour même. Nous l'avons aidé à éviter une solution coûteuse et lente telle que l'usinage de l'acier. EDM (usinage par décharge électrique) et, plus important encore, nous avons évité une boucle de remaniement.
Votre liste de contrôle pour la prévention des reprises :
- [VERIFIER] tous les angles internes. En règle générale, les rayons intérieurs sont conçus pour être au moins 1 mm (ou 1/3 de la profondeur de la poche). Plus c'est grand, mieux c'est et moins c'est cher.
- [POSTULER] les reliefs en "os de chien" si vous voulez absolument qu'une pièce carrée s'insère dans l'angle.
- [OBEY] le rapport entre les parois. Pour l'aluminium, a ligne de conduite sûre pour la hauteur et l'épaisseur des murs est 30:1. Si votre mur mesure 30 mm de haut, il doit être au moins 1 mm d'épaisseur.
Coupable #3 : Le mensonge de la "source unique de vérité" (envoi d'un seul fichier STEP)
Dans les flux de travail modernes de CAO/FAO, il y a une forte tendance à la définition basée sur le modèle (MBD), où le modèle 3D (comme un fichier STEP) est la "source unique de vérité". Dans un monde parfait, c'est exact. Dans le monde réel de la haute précision, le modèle 3D (comme le fichier STEP) est la "source unique de vérité". Usinage CNCC'est incroyablement dangereux.
Qu'est-ce que c'est ? Vous pensez que le modèle 3D est tout ce qu'il y a de plus important, alors vous envoyez seulement un fichier .STEP ou .X_T à votre fournisseur, sans dessin technique en 2D.
Pourquoi c'est un problème : C'est l'un des aspects les plus négligés erreurs courantes dans les fichiers CAO. La question est la suivante : Le modèle 3D définit les géométriemais elle ne définit pas le intention.
Lorsque notre machiniste ouvre votre fichier STEP dans son logiciel de FAO, il voit une géométrie parfaite. Mais il ne savoir :
- Ce trou est-il destiné à une vis de dégagement (tolérance faible) ou à un roulement monté à la presse (tolérance critique) ?
- Cette surface nécessite-t-elle une finition spécifique (Ra) ?
- Quelle est l'exigence de planéité pour cette face supérieure ?
- Ces bords doivent-ils être ébarbés ou chanfreinés ?
Comment la catastrophe se produit-elle ? Le machiniste doit "deviner". Par souci d'efficacité et de rentabilité, il usinera la pièce selon des pratiques standard et économiques. Lorsque la pièce est livrée, vous découvrez que le roulement ne s'adapte pas.
Il s'agit d'un travail de reprise. Mais techniquement, c'est ce n'est pas la faute du fournisseur. Ils ont parfaitement fabriqué votre modèle 3D 100%. C'est votre "intention" manquante qui est à l'origine de la retouche.
Votre liste de contrôle pour la prévention des reprises :
- [PACKAGE] Votre appel d'offres doit être un "Tech Pack" : 1 fichier STEP (pour la programmation FAO) + 1 dessin PDF (pour définir l'intention).
- [ANNOTER] Il n'est pas nécessaire de tout dimensionner sur le PDF. Il suffit d'indiquer clairement les quatre éléments essentiels du fichier STEP. ne peut pas transporter :
- Tolérances critiques (GD&T) : Uniquement sur les caractéristiques d'accouplement.
- Finition de la surface (Ra) : Quelles faces, et avec quelle douceur ?
- Matériau et traitement thermique : Soyez précis (par exemple, AL 6061-T6).
- Spécifications du fil : (par exemple, M6x1.0-6H).
Ce PDF est le "contrat" entre vous et le machiniste. C'est votre ultime police d'assurance contre les retouches.
Coupable #4 : Géométrie corrompue (non-manifold, contours ouverts)
Cette erreur est sournoise. Votre modèle CAO semble parfait à l'écran, mais "mathématiquement", il est cassé.
Qu'est-ce que c'est ? Lorsque vous exportez un fichier à partir de certains logiciels de modélisation 3D (en particulier les programmes basés sur des maillages tels que Rhino, Blender ou SketchUp), ou lors d'un surfaçage complexe, le modèle peut présenter de minuscules ruptures de surface, des faces qui se chevauchent ou des espaces non cousus (contours ouverts). Le terme technique pour ce phénomène est "géométrie non multiforme".
Pourquoi c'est un problème : Votre logiciel de CAO peut "tolérer" cette erreur, mais le logiciel de FAO (fabrication assistée par ordinateur) de votre fournisseur doit absolument la tolérer. ne sera pas. Le logiciel de FAO a besoin d'un modèle solide "étanche", mathématiquement parfait, pour calculer ses parcours d'outils.
Lorsqu'il rencontre une géométrie non multiforme :
- Il se peut que l'importation du fichier échoue complètement.
- Le logiciel peut mal calculer un parcours d'outil et faire plonger un outil dans une zone où il ne devrait pas se trouver.
- Pire encore, le calcul du parcours d'outil échoue à la dernière étape, ce qui entraîne la mise au rebut de la pièce sur la machine.
Votre liste de contrôle pour la prévention des reprises :
- [UTILISER LES OUTILS] Ne vous fiez pas uniquement à vos yeux. Utilisez les outils de diagnostic intégrés à votre logiciel de CAO.
- Dans SolidWorks, utilisez "Outils" > "Évaluer" > "Vérifier"..
- En Fusion 360Utilisez l'option "Analyse de la section" pour rechercher des anomalies internes.
- [FORMAT] Cessez d'utiliser les fichiers .STL ou .IGES. Le fichier .STL est un maillage destiné à l'impression 3D, et non à la commande numérique. .IGES est une ancienne norme qui provoque souvent des erreurs de conversion de surface.
- [INSISTER] STEP AP214 ou Parasolide (.x_t). Il s'agit de formats modernes, robustes, conçus pour minimiser la corruption des données.
Coupable #5 : Unités et échelle (la partie "Ant-Sized")
Vous allez peut-être rire, mais c'est l'une des choses les plus importantes à faire. erreurs courantes dans les fichiers CAO-et la plus embarrassante.
Qu'est-ce que c'est ? Vous êtes basé aux États-Unis et avez l'habitude de concevoir dans un environnement logiciel impérial (pouces). Mais les Usinage CNC (et la plupart des pays du monde) utilise par défaut le système métrique (millimètres). Lorsque vous exportez votre fichier, le logiciel enregistre incorrectement votre pièce de 25,4 pouces comme étant de 25,4 millimètres.
Pourquoi c'est un problème : C'est une pure perte de temps. L'ingénieur de votre fournisseur ouvre votre dossier, prêt à établir un devis pour votre boîtier de 2 pieds de large. Au lieu de cela, il voit un modèle de la taille d'un ongle (environ 25,4 mm).
Ils ne peuvent pas le citer. Ils ne peuvent que vous envoyer un courrier électronique : "Les unités de votre fichier semblent incorrectes. Veuillez confirmer et renvoyer".
Dans l'embarras, vous modifiez la configuration, réexportez et renvoyez. Vous êtes à nouveau entré dans la "boucle de reprise" et avez retardé votre projet d'une journée pour quelque chose qui aurait pu être évité en 10 secondes.
Votre liste de contrôle pour la prévention des reprises :
- [LA RÈGLE D'OR] Avant d'envoyer l'appel d'offres par courrier électronique, TOUJOURS, TOUJOURS rouvrir le fichier STEP exact. que vous venez d'exporter.
- [VERIFIER] Utilisez l'outil de mesure et vérifiez une dimension principale connue (comme la longueur ou la largeur totale).
- [CONFIRMER] Que votre pièce de 300 mm se lit comme 300 mm et non comme 11,81 (pouces). Cette auto-vérification de 10 secondes vous évitera des retards de plus de 24 heures.
Tableau de correction rapide : Les 5 erreurs de CAO les plus courantes et leurs solutions
| Le coupable de l'erreur CAD | Pourquoi c'est un problème (la "douleur") | La solution en une étape |
|---|---|---|
| 1. Le piège de la tolérance | Coûts élevés ou risque de reprise 100%. | Utiliser la norme ISO 2768-m ; ne tolérer que les caractéristiques critiques. |
| 2. Géométrie non fabricable | Non-Quote, déformation des pièces, ou pièces mises au rebut. | Ajouter des rayons (>=1mm) aux angles internes ou utiliser des "dog-bones". |
| 3. Dessin 2D manquant | Le fournisseur doit "deviner" votre intention (tolérances, finition). | Envoyez toujours un dessin au format PDF avec votre fichier STEP. |
| 4. Géométrie corrompue | Le logiciel de FAO ne peut pas lire le fichier ou crée de mauvais parcours d'outils. | Utiliser l'outil "Check" dans la CAO ; exporter en STEP AP214. |
| 5. Unités/échelle incorrectes | Une perte de temps de 100% ; le dossier est rejeté immédiatement. | Rouvrez votre propre fichier STEP et mesurez-le avant de l'envoyer. |
Le changement d'état d'esprit : De l'"ingénieur" au "partenaire de fabrication"

Félicitations. Vous disposez désormais des correctifs techniques pour les cinq erreurs les plus graves. Mais ce n'est pas suffisant.
Les ingénieurs qui disent vraiment "adieu aux retouches" ne se contentent pas d'avoir les bonnes compétences techniques ; ils ont un "état d'esprit de fabrication". Cela signifie qu'il faut penser au-delà du fichier CAO et changer fondamentalement la façon dont on interagit avec le processus de fabrication.
Idée reçue 1 : Méfiez-vous du piège du "devis instantané".
La tendance du secteur est au "devis instantané alimenté par l'IA". Vous téléchargez votre modèle 3D et obtenez un prix immédiatement. C'est génial, non ?
Il s'agit d'un piège. L'objectif premier de ces moteurs de devis est de "obtenir la vente". ne pas "prévenir les erreurs". Ils peuvent ne pas détecter une paroi mince qui vibrera, ou une poche profonde nécessitant un outillage spécial. Ils vous proposent un prix bas alléchant.
La catastrophe se produit après vous passez la commande. Le fichier fait l'objet d'un examen humain et l'erreur est finalement détectée. Le fournisseur vous propose alors deux options : 1) annuler la commande (reprise, effondrement du calendrier), ou 2) accepter une augmentation de prix de 3x.
À retenir : Ne jamais assimiler un "devis instantané" à une "analyse de fabricabilité". A bon partenaire signalera les problèmes de manière proactive avec leur citation.
Idée reçue 2 : Traitez votre fournisseur comme un "consultant" et non comme un "exécutant".
N'ayez pas peur de parler à votre fournisseur. Dans votre courriel d'appel d'offres, ajoutez cette simple question :
"Quelles modifications recommanderiez-vous d'apporter à ma conception actuelle pour réduire les coûts et les risques de reprise ?
Cette question permet de filtrer immédiatement les ateliers de produits de base. Un atelier qui se contente d'exécuter dira : "Ça a l'air bien". Un véritable partenaire "consultant" répondra : "Nous avons remarqué que votre rayon interne est de R=2,8 mm. Si vous le remplacez par R=3,0 mm, nous pourrons utiliser un outil standard et réduire vos coûts de production. coûts d'usinage par 15%".
Idée reçue 3 : Conception à l'aide de "tailles d'outils standard".
Il s'agit d'un conseil de niveau avancé. Lors de la conception d'une poche, préférez-vous R=2,8mm ou R=3,0mm ? R=5mm ou R=4.9mm ?
Votre logiciel de CAO ne s'en préoccupe pas, mais la machine CNC définitivement Le problème est le suivant. Les fraises standard d'un machiniste ont généralement un diamètre de 2, 4, 6, 8 ou 10 mm (ce qui donne des rayons de 1, 2, 3, 4 ou 5 mm). Si vous concevez un rayon R=2,8 mm, il doit soit utiliser un outillage "non standard" coûteux, soit utiliser un outil beaucoup plus petit (comme D=4 mm) et prendre cinq fois plus de temps pour "fraiser" ce rayon spécifique.
À retenir : Dans la mesure du possible, concevez vos congés et vos rayons en utilisant des tailles de rayon entières standard (R=1, 2, 3, 4, 5mm, etc.). Cela permet de réduire considérablement la complexité et les coûts.
Conclusion : Reprenez le contrôle de votre projet
La reprise n'est pas une fatalité. C'est le résultat d'un processus défectueux.
Un dossier rempli de erreurs courantes dans les fichiers CAO vous oblige à perdre le contrôle des délais, des coûts et de la qualité de votre projet. Vous êtes contraint d'entrer dans une boucle réactive de "réparer, attendre, rencontrer, s'excuser".
Mais un dossier technique CAO (STEP + PDF) propre, clair et utilisable est votre arme la plus puissante en tant qu'ingénieur.
Il garantit l'exactitude de vos devis. Il garantit que vos pièces sont livrées à temps. Il prouve votre professionnalisme à votre équipe et à vos fournisseurs. Elle vous libère du rôle de "pompier" et vous permet de vous consacrer à votre travail le plus précieux : la conception et l'innovation.
Ne laissez pas votre prochain grand projet rester "bloqué" sur la chaîne de production.
Êtes-vous prêt à faire les choses correctement, dès la première fois ?
Téléchargez votre fichier CAO dès aujourd'hui. Notre équipe d'ingénieurs d'application examinera personnellement votre conception et fournira une analyse DFM (Design for Manufacturability) gratuite axée sur le risque de retouche, et non sur une simple étiquette de prix.
Laissez-nous vous aider à dire définitivement adieu aux retouches.
Références et notes
[1] La règle des 1-10-100 : Il s'agit d'un principe classique de gestion de la qualité qui illustre l'escalade du coût des erreurs. Il stipule que la prévention (en CAO) coûte $1, la correction (en production) $10 et l'échec (chez le client) $100.
[2] Coût bloqué à la conception : Le chiffre 70-80% souvent cité provient d'études fondamentales sur la conception pour la fabrication (DFM), telles que celles de Boothroyd Dewhurst, Inc. qui soulignent que les décisions en matière de conception sont le principal moteur des coûts de fabrication.
[3] ISO 2768-m : Il s'agit d'une norme internationale concernant les tolérances générales pour les dimensions linéaires et angulaires, ainsi que les tolérances géométriques. Le "-m" indique la classe de tolérance "moyenne" (mittlere), qui est une norme commune et rentable pour les pièces usinées sans tolérances individuelles spécifiques.



