
Deje de hacer que los talleres rechacen sus archivos CAD. Esta sencilla guía le ofrece una lista de comprobación práctica para solucionar los problemas más comunes. errores comunes de los archivos CAD que conducen a costosas Mecanizado CNC reelaboración. Siga estos pasos para ahorrar tiempo, presupuesto y frustración en su proyecto.
Los cinco errores más comunes de los archivos CAD en el mecanizado CNC son: especificación incorrecta de las tolerancias (como el uso excesivo de tolerancias globales predeterminadas); geometría no fabricable (como radios internos de cero grados y paredes demasiado finas); envío de sólo un modelo 3D sin un dibujo 2D para definir la intención; geometría dañada o no plegable debido a una mala exportación de archivos; y unidades o escala de archivo incorrectas (por ejemplo, pulgadas frente a mm).
Ahora que lo sabes qué los errores, es hora de aprender el sencillo proceso paso a paso para encontrarlos y solucionarlos antes de envíe su archivo.
El verdadero coste del reprocesamiento: Mucho más de lo que imagina
Puede que estés pensando: "Es sólo una modificación de archivos de 30 minutos. ¿Cuál es el problema?".
El problema es que el tiempo que se dedica a modificar el archivo CAD es sólo la punta visible del iceberg. Los costes reales de las modificaciones están ocultos bajo la superficie y son catastróficos para el proyecto.
El "colapso del calendario"
Esto es lo que ocurre realmente cuando enviamos ese correo electrónico de "error de archivo":
- Su proyecto se detiene inmediatamente.
- ¿La ranura de la máquina CNC que habíamos reservado para su trabajo? Se asigna instantáneamente a otro cliente que tiene un archivo listo.
- Cuando devuelves el expediente corregido 24 horas después, no recuperas tu antiguo puesto. Pasa a la al final de la línea.
Ese "arreglo de 30 minutos" acaba de causar un dos semanas de retraso mientras esperas a la siguiente máquina disponible.
La "erosión de la confianza
Peor que el golpe al calendario es el daño invisible. Cuando los archivos provocan retrasos de forma sistemática, los jefes de proyecto y los equipos de compras empiezan a perder la confianza.
Puede que no lo digan, pero empiezan a pensar, "Los archivos de este ingeniero siempre tienen problemas. Tal vez deberíamos presupuestar tiempo extra". o, "¿Son fiables estos diseños?" Esto erosiona tu autoridad profesional y dificulta cualquier proyecto futuro.
El coste exponencial del dinero
Por último, hablemos del coste real. Las tolerancias son un factor determinante del precio. Pero el coste no es lineal, sino exponencial.
Un estudio centrado en los fabricantes sobre DFM (Diseño para la fabricación) encontró que De 70% a 80% de los costes del ciclo de vida de un producto se fijan durante la fase de diseño.. Tus decisiones en materia de tolerancia tienen mucho que ver.
Por ejemplo:
- Mecanizar una pieza con una tolerancia estándar de $\pm0,010"$ ($\pm0,25mm$) tiene un coste de referencia.
- Apriete que mismo a $\pm0,005"$ ($\pm0,12mm$) puede aumentar el coste 1.5x.
- Si se aprieta más hasta $\pm0,001"$ ($\pm0,025mm$) se puede multiplicar el coste por 3x a 5x.
¿Por qué? Porque requiere velocidades de máquina más lentas, herramientas más caras e inspección avanzada (como una MMC). Cuando el dibujo exige una precisión innecesaria, se están incorporando a la pieza costes elevados y un alto riesgo de reelaboración.
Entonces, ¿cómo evitar esta desastrosa reacción en cadena? Empieza por identificar y eliminar a los 5 principales culpables.
Los 5 culpables del reprocesado CNC (y cómo solucionarlos)

Este es el núcleo del problema. Hemos descubierto que casi todos los reprocesamientos se deben a estas cinco causas errores comunes de los archivos CAD.
Para cada culpable, explicaremos qué es, por qué es un problema crítico para usted (el ingeniero) y una sencilla lista de comprobación para eliminarlo definitivamente de sus diseños.
Culpable #1: La trampa de la tolerancia ("valores por defecto" y "exceso de ingeniería")
Este es, sin duda, el error más caro de Mecanizado CNC.
Lo que es: El error se produce de dos maneras:
- La trampa "por defecto": Utiliza el bloque de título predeterminado de su software CAD, que tiene una "tolerancia global" como $\pm0,05mm$ ($\pm0,002"$) que se aplica a cada dimensión en el dibujo.
- La trampa del "por si acaso": No estás 100% seguro de qué tolerancia necesita una característica, así que especificas una ajustada "sólo para estar seguro".
Por qué es un problema: Está diseñando una pieza que es absurdamente cara o literalmente imposible de fabricar. Como ha señalado Greg Paulsen, Director de Ingeniería de Aplicaciones de Xometry, muchos errores de archivo son "lagunas de conocimiento". Los ingenieros no intente para fabricar piezas no fabricables; simplemente desconocen las limitaciones específicas.
Experiencia real: La "Caja $800".
Hace poco, un ingeniero nos hizo un presupuesto para una caja de aluminio 6061 de unos 300 mm de largo. Nuestro sistema la cotizó a casi $800 por unidad.
¿Por qué? Su dibujo 2D tenía una tolerancia global por defecto de $\pm0,05mm$. Esto significaba que la longitud total de 300 mm, la anchura de 200 mm y la altura de 80 mm. todos tenía que mantenerse con esta precisión extrema. Esto requiere una sala climatizada, una MMC para la inspección y un mecanizado dolorosamente lento.
No nos limitamos a rechazar el expediente. Le llamamos y le hicimos una simple pregunta: "¿Es necesario que este recinto tenga esta tolerancia, o es sólo la que viene por defecto en su plantilla?".
Su respuesta: "Oh Dios, esa es sólo nuestra plantilla por defecto. Es una tapa para un prototipo, $\pm0,5mm$ está totalmente bien".
Le pedimos que actualizara el dibujo según las normas del sector. ISO 2768-m (medio) y sólo exigen tolerancias estrictas en los orificios de montaje críticos.
¿El resultado? El precio bajó de $800 a $220.
No sólo le salvamos de un reajuste de piezas; salvamos todo su proyecto de un "reajuste" que acabaría con el presupuesto.
Su lista de comprobación para la prevención del reprocesamiento:
- [BORRAR] la tolerancia global del bloque de título de su dibujo.
- [USO] una tolerancia de base estándar como ISO 2768-m (medio).
- [PREGUNTA] esta pregunta para cada función: "¿Con qué se aparea esta superficie?" Si la respuesta es "nada" o "aire", hace no necesita un tolerancia ajustada. Reserve su presupuesto para las características que realmente importan.
Culpable #2: Geometría no fabricable (radios cero, paredes finas)
Como ingeniero, usted trabaja en el mundo digital del CAD, donde una esquina interior perfecta de 90 grados está a un clic de distancia. En el mundo físico de Mecanizado CNCEsto es una fantasía.
Lo que es: Este error consiste en diseñar características que, o bien son físicamente imposibles de crear por una máquina, o bien son inestables durante el proceso de mecanizado. Los dos más comunes son:
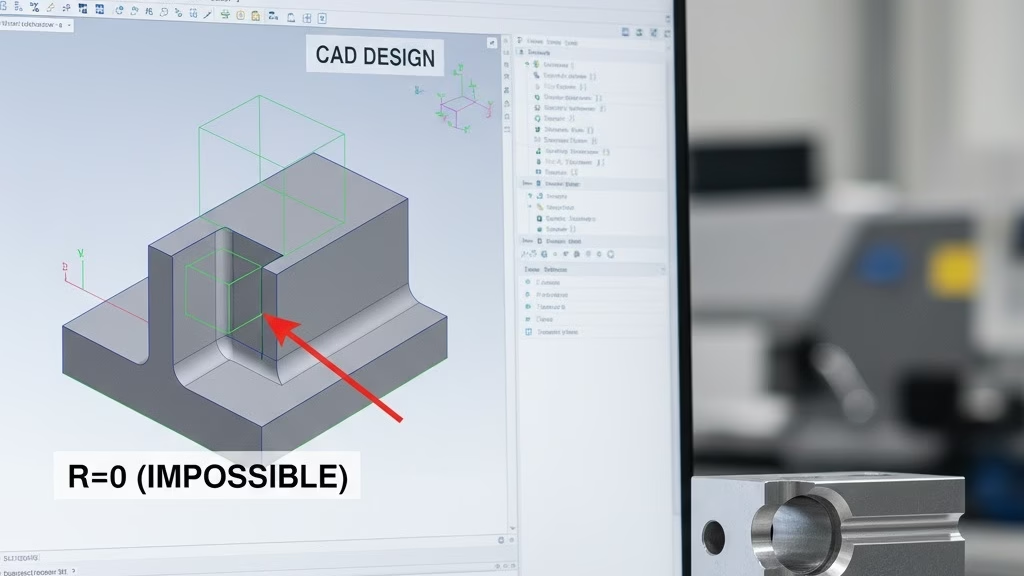
- Esquinas interiores de radio cero: Diseño de esquinas interiores afiladas de 90 grados (R=0).
- Paredes demasiado delgadas: Diseñar muros demasiado delgados en relación con su altura.
Por qué es un problema:
- Radio cero: A Fresa CNC es una herramienta de corte cilíndrica. Es físicamente imposible para que una herramienta redonda cree una esquina cuadrada interna afilada. Esto conduce inmediatamente a un "no presupuesto" o a una solicitud de reelaboración.
- Paredes delgadas: Cuando una herramienta mecaniza una pared fina, ésta vibra violentamente (lo que se denomina "chatter"). Esta vibración provoca un acabado superficial terrible, imprecisiones dimensionales y, en muchos casos, hace que la pared se deforme o se rompa por completo. La pieza se desecha y hay que empezar de nuevo.
En Profesor John Hart del MIT Un archivo que ignora las limitaciones de la máquina... no es un diseño, es una fantasía. El retrabajo viene de traducir esa fantasía a la realidad".
Experiencia en el mundo real: "El ángulo recto imposible"
Un cliente de una importante empresa de ingeniería nos envió un archivo STEP de una pieza con una ranura. Esta ranura tenía que acoplarse a un deslizador cuadrado. El modelo CAD, por supuesto, tenía esquinas internas R=0 perfectas.
Nuestro software CAM lo detectó al instante.
Podríamos haber rechazado el archivo y decir: "No se puede fabricar. Arréglelo". Esto es lo que crea fricción y frustra a los ingenieros.
En su lugar, le enviamos una simple captura de pantalla que mostraba nuestra herramienta de 3 mm y el radio R=1,5 mm que tendría inevitablemente dejar atrás. A continuación, ofrecimos de forma proactiva dos soluciones "aptas para ingenieros":
- Solución A (Dog-Bone): Añada un relieve en forma de "hueso de perro" u "oreja de Mickey Mouse" en cada esquina. Este pequeño recorte permite que su deslizador cuadrado encaje perfectamente, aunque las esquinas de la ranura estén redondeadas.
- Solución B (Radio): Basta con cambiar su diseño para que tenga un radio R=1,5 mm (o mayor), que podríamos mecanizar fácilmente.
Me contestó en cinco minutos: "Vaya, gracias por la clara explicación. Huesos de perro añadidos". Envió el nuevo archivo y empezamos a mecanizar ese mismo día. Le ayudamos a evitar una alternativa costosa y lenta como EDM (Mecanizado por descarga eléctrica) y, lo que es más importante, evitamos un bucle de reelaboración.
Su lista de comprobación para la prevención del reprocesamiento:
- [CHECK] todos los ángulos interiores. Como regla general, los radios internos deben ser como mínimo 1 mm (o 1/3 de la profundidad de la bolsa). Más grande siempre es mejor y más barato.
- [SOLICITAR] relieves "hueso de perro" si es absolutamente necesario que una pieza cuadrada encaje en la esquina.
- [OBEY] la relación de la pared. Para el aluminio, a pauta segura para la altura-espesor de la pared es 30:1. Si su pared tiene 30 mm de altura, debe ser como mínimo 1 mm de grosor.
Culpable #3: La mentira de la "fuente única de la verdad" (enviar sólo un archivo STEP)
En los flujos de trabajo CAD/CAM modernos, existe una fuerte tendencia a la "MBD" (definición basada en el modelo), en la que el modelo 3D (como un archivo STEP) es la "única fuente de verdad". En un mundo perfecto, esto es correcto. En el mundo real de la alta precisión Mecanizado CNCEsto es increíblemente peligroso.
Lo que es: Usted cree que el modelo 3D lo es todo, así que envía sólo un archivo .STEP o .X_T a su proveedor, sin ningún dibujo de ingeniería 2D adjunto.
Por qué es un problema: Este es uno de los aspectos que más se pasan por alto errores comunes de los archivos CAD. La cuestión es la siguiente: El modelo 3D define el geometríapero no define el intento.
Cuando nuestro maquinista abre el archivo STEP en su software CAM, ve una pieza de geometría perfecta. Pero no saber:
- ¿Este orificio es para un tornillo de holgura (tolerancia floja) o para un cojinete de ajuste a presión (tolerancia crítica)?
- ¿Necesita esta superficie un acabado específico (Ra)?
- ¿Cuál es el requisito de planitud para esta cara superior?
- ¿Es necesario desbarbar o achaflanar estos bordes?
Cómo se produce el desastre: El maquinista tiene que "adivinar". Para ser eficaces y rentables, lo mecanizarán siguiendo prácticas estándar y económicas. Cuando le entregan la pieza, descubre que el rodamiento no encaja.
Eso es volver a trabajar. Pero técnicamente, es no es culpa del proveedor. Fabricaron su modelo 3D 100% perfectamente. Su falta de "intención" es lo que causó el retrabajo.
Su lista de comprobación para la prevención del reprocesamiento:
- [PAQUETE] Su petición de oferta debe ser un "Tech Pack": 1 archivo STEP (para programación CAM) + 1 dibujo PDF (para definir la "intención").
- [ANOTACIÓN] No es necesario acotar todo en el PDF. Basta con que indique claramente los 4 aspectos críticos del archivo STEP no puede llevar:
- Tolerancias críticas (GD&T): Sólo en las características de acoplamiento.
- Acabado superficial (Ra): ¿Qué caras y cómo de suaves?
- Material y tratamiento térmico: Sea específico (por ejemplo, AL 6061-T6).
- Especificaciones del hilo: (por ejemplo, M6x1,0-6H).
Este PDF es el "contrato" entre usted y el maquinista. Es su póliza de seguro definitiva contra la repetición de trabajos.
Culpable #4: Geometría Corrupta (No-Manifold, Contornos Abiertos)
Este error es astuto. Su modelo CAD parece perfecto en la pantalla, pero "matemáticamente" está roto.
Lo que es: Cuando se exporta un archivo desde determinados programas de modelado 3D (especialmente programas basados en mallas como Rhino, Blender o SketchUp), o durante el trazado de superficies complejas, el modelo puede desarrollar pequeñas roturas en la superficie, caras superpuestas o huecos sin coser (contornos abiertos). El término técnico para esto es "geometría no manifold".
Por qué es un problema: Su software CAD puede "tolerar" este error, pero el software CAM (fabricación asistida por ordenador) de su proveedor absolutamente no. El software CAM necesita un modelo sólido "estanco" y matemáticamente perfecto para calcular sus trayectorias de herramienta.
Cuando se encuentra con geometría no-manifold:
- Es posible que el archivo no se importe por completo.
- El software calculará mal una trayectoria de herramienta, enviando una herramienta que se sumerge en un área que no debería.
- Lo peor de todo es que el cálculo de la trayectoria de la herramienta falla en el último paso, lo que provoca que la pieza se deseche en la máquina.
Su lista de comprobación para la prevención del reprocesamiento:
- [UTILIZAR HERRAMIENTAS] No se fíe sólo de sus ojos. Utilice las herramientas de diagnóstico integradas en su software CAD.
- En SolidWorks, utilice "Herramientas" > "Evaluar" > "Comprobar"..
- En Fusión 360Utilice el "Análisis de sección" para detectar anomalías internas.
- [FORMATO] Deje de utilizar archivos .STL o .IGES. .STL es una malla para impresión 3D, no para CNC. .IGES es un estándar antiguo que suele provocar errores de traslación de superficies.
- [INSISTE EN] PASO AP214 o Parasólido (.x_t). Se trata de formatos modernos, sólidos y nativos diseñados para minimizar la corrupción de datos.
Culpable #5: Unidades y escala (la parte "tamaño hormiga")
Puede que te rías, pero este es uno de los problemas más errores comunes de los archivos CAD-y la más embarazosa.
Lo que es: Usted reside en EE.UU. y está acostumbrado a diseñar en un entorno de software imperial (pulgadas). Pero el Mecanizado CNC La industria (y la mayor parte del mundo) utiliza por defecto el sistema métrico (milímetros). Al exportar el archivo, el software guarda incorrectamente la pieza de 25,4 pulgadas como 25,4 milímetros.
Por qué es un problema: Esto es una pura pérdida de tiempo. El ingeniero de su proveedor abre su archivo, listo para presupuestar su armario de 2 pies de ancho. En su lugar, ve un modelo del tamaño de una uña (unos 25,4 mm).
No pueden citarlo. Sólo pueden enviarte un correo electrónico: "Sus unidades de archivo parecen ser incorrectas. Por favor, confírmelo y vuelva a enviarlo".
Modificas la configuración avergonzado, vuelves a exportar y vuelves a enviar. Has vuelto a entrar en el "bucle de reprocesamiento" y has retrasado tu proyecto un día por algo que podría haberse evitado en 10 segundos.
Su lista de comprobación para la prevención del reprocesamiento:
- [LA REGLA DE ORO] Antes de pulsar "enviar" en ese correo electrónico de solicitud de oferta, SIEMPRE, SIEMPRE vuelva a abrir el archivo STEP exacto que acabas de exportar.
- [VERIFICAR] Utilice la herramienta de medida y compruebe una dimensión maestra conocida (como la longitud total o la anchura).
- [CONFIRMAR] Que su pieza de 300 mm se lea como 300 mm, no como 11,81 (pulgadas). Esta autocomprobación de 10 segundos le ahorrará más de 24 horas de retrasos.
Tabla de soluciones rápidas: Los 5 errores CAD más comunes y sus soluciones
| Culpable del error CAD | Por qué es un problema (el "dolor") | La solución en 1 paso |
|---|---|---|
| 1. La trampa de la tolerancia | Costes desorbitados o riesgo de retrabajo 100%. | Utilizar la norma ISO 2768-m; sólo las características críticas de tolerancia. |
| 2. Geometría no fabricable | No-Quote, deformación de piezas o piezas desechadas. | Añada radios (>=1 mm) a las esquinas interiores o utilice "dog-bones". |
| 3. Falta dibujo 2D | El proveedor tiene que "adivinar" sus intenciones (tolerancias, acabado). | Envíe siempre un dibujo en PDF con su archivo STEP. |
| 4. Geometría corrupta | El software CAM no puede leer el archivo o crea malas sendas. | Utilice la herramienta "Comprobar" en CAD; exporte como STEP AP214. |
| 5. Unidades/escala incorrectas | Una pérdida de tiempo 100%; el expediente se rechaza inmediatamente. | Vuelva a abrir su propio archivo STEP y mídalo antes de enviarlo. |
El cambio de mentalidad: De "ingeniero" a "socio de fabricación"

Enhorabuena. Ya tienes las soluciones técnicas para los 5 errores más críticos. Pero eso no es suficiente.
Los ingenieros que realmente "dicen adiós al retrabajo" no sólo tienen las habilidades técnicas adecuadas; tienen una "mentalidad de fabricación". Esto significa pensar más allá del archivo CAD y cambiar fundamentalmente la forma de interactuar con el proceso de fabricación.
Perspectiva 1: Cuidado con la trampa del "presupuesto instantáneo
La tendencia del sector es el "presupuesto instantáneo impulsado por IA". Subes tu modelo 3D y obtienes un precio inmediatamente. Es genial, ¿verdad?
Esto es una trampa. El objetivo principal de estos motores de cotización es "consigue la venta," no a "prevenir errores". Puede que no detecten esa pared fina que vibrará, o esa cavidad profunda que requiere herramientas especiales. Le ofrecen un precio bajo tentador.
El desastre ocurre después de usted realiza el pedido. El archivo pasa por una revisión humana y finalmente se detecta el error. Ahora el proveedor te da dos opciones: 1) Cancelar el pedido (retrabajo, colapso del calendario), o 2) Aceptar un aumento de precio del triple.
Para llevar: Nunca equipare un "presupuesto instantáneo" con un "análisis de fabricabilidad". A buen compañero señalará los problemas de forma proactiva con su presupuesto.
Perspectiva 2: Trate a su proveedor como "consultor", no como "ejecutor"
No tenga miedo de hablar con su proveedor. En su correo electrónico de solicitud de oferta, añada esta sencilla pregunta:
"¿Qué modificaciones recomendaría a mi diseño actual para reducir el coste y el riesgo de reelaboración?".
Esta pregunta filtra inmediatamente las tiendas de productos básicos. Una tienda que sólo ejecuta dirá: "Parece que está bien". Un verdadero "consultor" responderá: "Hemos observado que su radio interno es R=2,8 mm. Si lo cambia a R=3,0 mm, podemos utilizar una herramienta estándar y rebajar su costes de mecanizado por 15%".
Perspectiva 3: Diseñar utilizando "tamaños de herramienta estándar"
Este es un consejo de nivel avanzado. A la hora de diseñar una bolsa, ¿prefiere R=2,8 mm o R=3,0 mm? ¿R=5 mm o R=4,9 mm?
A su software CAD no le importa, pero la máquina CNC definitivamente hace. Las fresas estándar de un maquinista suelen tener D=2, 4, 6, 8, 10mm (dando radios de R=1, 2, 3, 4, 5mm). Si usted diseña un radio R=2,8 mm, deberá utilizar herramientas caras "no estándar" o una herramienta mucho más pequeña (como D=4 mm) y tardará 5 veces más en "fresar" ese radio específico.
Para llevar: Siempre que sea posible, diseñe sus redondeos y radios utilizando radios enteros estándar (R=1, 2, 3, 4, 5 mm, etc.). Esto reduce drásticamente la complejidad y el coste.
Conclusión: Recupere el control de su proyecto
El retrabajo no es el destino. Es el resultado de un proceso defectuoso.
Un archivo lleno de errores comunes de los archivos CAD te obliga a perder el control sobre el tiempo, el coste y la calidad de tu proyecto. Te ves obligado a entrar en un bucle reactivo de "arreglar, esperar, reunirse, disculparse".
Pero un paquete técnico CAD (STEP + PDF) limpio, claro y fácil de fabricar es su arma más poderosa como ingeniero.
Garantiza la exactitud de los presupuestos. Garantiza que sus piezas se entreguen a tiempo. Demuestra su profesionalidad a su equipo y a sus proveedores. Le libera de ser un "bombero" y le permite volver a su trabajo más valioso: diseñar e innovar.
No deje que su próximo gran diseño se quede "atascado" en la cadena de producción.
¿Está preparado para hacerlo bien a la primera?
Cargue su archivo CAD hoy mismo. Nuestro equipo de ingenieros de aplicaciones revisará personalmente su diseño y le proporcionará un análisis DFM (diseño para la fabricación) gratuito centrado en el riesgo de reprocesamiento, no solo en el precio.
Permítanos ayudarle a decir adiós a la reelaboración para siempre.
Referencias y notas
[1] La regla 1-10-100: Se trata de un principio clásico de gestión de la calidad que ilustra el coste creciente de los errores. Establece que la prevención (en CAD) cuesta $1, la corrección (en producción) cuesta $10 y el fallo (en el cliente) cuesta $100.
[2] Coste fijado en el diseño: La cifra 70-80%, citada con frecuencia, tiene su origen en estudios fundacionales de DFM (diseño para la fabricación), como los de Boothroyd Dewhurst, Inc., que subrayan que las decisiones de diseño son el principal impulsor de los costes de fabricación.
[3] ISO 2768-m: Se trata de una norma internacional para tolerancias generales de dimensiones lineales y angulares, así como tolerancias geométricas. La "-m" denota la clase de tolerancia "media" (mittlere), que es una norma común y económica para piezas mecanizadas sin tolerancias individuales específicas.



