
¿Se enfrenta a un reto de mecanizado "imposible" con acero endurecido o esquinas internas afiladas? Esta guía definitiva detalla exactamente cuándo debe utilizar el corte por hilo (EDM). Conozca nuestra prueba de fuego de 3 pasos para tomar la decisión correcta y evitar costosos fallos de fabricación.
Utilice el corte por hilo (EDM) en materiales conductores cuando el mecanizado convencional falle debido a tres condiciones: 1. El material es demasiado duro para las fresas (por ejemplo, acero para herramientas endurecido >HRC 55). 2. 2. El diseño requiere esquinas internas afiladas con un radio inferior al que puede crear una herramienta física (<R0,1 mm).
Conocer cuando utilizar EDM es la mitad de la batalla. Ahora, descubra cómo para garantizar un resultado perfecto. Esta guía revela el proceso para lograr tolerancias de nivel micrométrico y proporciona una lista de comprobación DFM que puede utilizar hoy mismo.
Cuando el mecanizado convencional alcanza sus límites
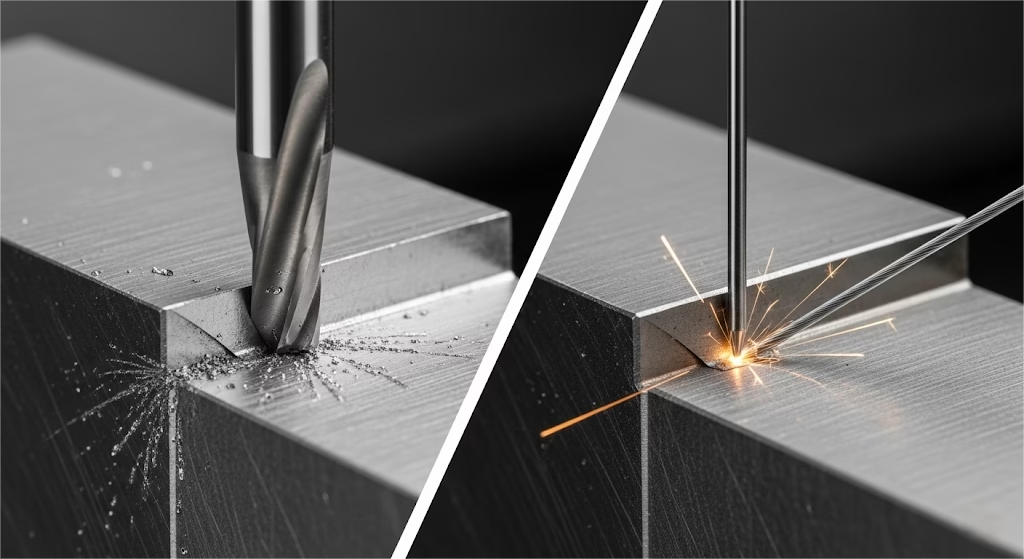
Antes de entrar en la solución, es fundamental comprender por qué las herramientas convencionales de su taller -como el fresado CNC- se quedan cortas. Las razones no tienen que ver con el rendimiento, sino con las leyes fundamentales de la física que a menudo requieren otras soluciones avanzadas como Mecanizado CNC de 5 ejes para distintos tipos de geometrías complejas.
En primer lugar, está el barrera de dureza. El mecanizado tradicional funciona porque la herramienta de corte es significativamente más dura que la pieza, pero esto se vuelve ineficaz cuando se trabaja con materiales en los que la comprensión las propiedades de los aceros templados para herramientas como el D2 es fundamental.
El siguiente es el barrera geométrica. Una fresa giratoria es redonda, y siempre dejará una esquina interna redondeada igual a su radio. Incluso una fresa diminuta de ø1 mm sólo puede producir una esquina con un radio R0,5 mm en el mejor de los casos. Para diseños que exigen esquinas internas nítidas y definidas, incluso las fresas más avanzadas pueden producir esquinas con un radio de R0,5 mm. Servicios de fresado CNC son geométricamente incapaces.
Por último, está el barrera de fuerza. Cada fresa ejerce una fuerza mecánica sobre una pieza, empujándola y haciéndola vibrar. En el caso de componentes con paredes ultrafinas (menos de 0,5 mm) o características delicadas, esta tensión puede provocar fácilmente deformaciones, marcas de vibración o roturas.
Prueba de fuego en 3 pasos para elegir la electroerosión por hilo
Si su proyecto se topa con alguna de las barreras anteriores, es hora de aplicar esta sencilla prueba de fuego. Aunque esta prueba confirma si necesita EDM, nuestra Guía de electroerosión por hilo frente a electroerosión por penetración le ayuda a decidir qué proceso específico utilizar.
Si responde "sí" a alguna de las siguientes preguntas, la electroerosión por hilo no es sólo una opción, sino la solución necesaria.
La prueba de dureza del material: ¿su material supera el HRC 55?
Este es el desencadenante más sencillo. Comprender el núcleo aplicaciones de la electroerosión por hilo comienza con la dureza. Una vez tratado térmicamente un material conductor, la electroerosión por hilo es el proceso por defecto.
Como funciona basándose en los principios de este proceso de erosión por chispas sin contacto, es completamente indiferente a la dureza del material. Esto lo convierte en el único método fiable para el mecanizado:
- Aceros templados para herramientas (D2, A2, SKD11, etc.)
- Carburo de tungsteno
- Aleaciones de titanio e Inconel
- Diamante policristalino (PCD)
La prueba de la geometría interna: ¿Necesita un radio de esquina inferior a 0,5 mm?
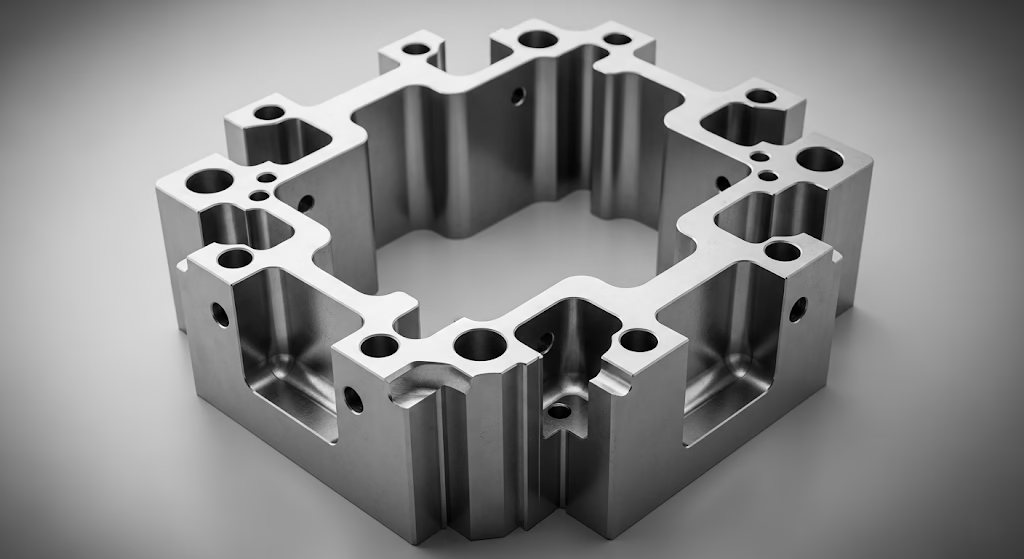
Si su diseño requiere una esquina interna afilada para un sellado perfecto, una característica nítida del producto o un ajuste preciso, la electroerosión por hilo es la única respuesta.
Al utilizar un alambre energizado tan fino como un cabello humano, el proceso puede lograr proezas geométricas imposibles para cualquier herramienta giratoria. Con un alambre estándar de ø0,25 mm, por ejemplo, podemos mecanizar de forma uniforme una esquina interna con una radio de aproximadamente R0,15 mm.
La prueba de la delicadeza de la pieza: ¿Puede su pieza soportar la fuerza mecánica?
Si su componente tiene paredes ultrafinas o características finas y delicadas, la fuerza física de una fresa introduce un riesgo inaceptable.
La principal ventaja de la electroerosión por hilo es mecanizado sin tensiones. Como el hilo del electrodo nunca toca físicamente la pieza, no se ejerce ninguna fuerza mecánica. Esto elimina por completo el riesgo de deformación, vibración y rotura, lo que lo convierte en el proceso ideal para producir piezas frágiles como endoprótesis médicas, insertos de moldes finos y conectores electrónicos delicados, todo ello sin dejar de ser completamente... sin rebabas.
De la decisión al éxito: Guía de calidad y diseño de electroerosión

Saber que necesita electroerosión por hilo es el primer paso. Para garantizar un resultado perfecto, es necesario comprender el proceso y preparar el diseño, puntos clave de nuestro sistema de electroerosión por hilo. lista de control para elegir un socio de fabricación de alta precisión.
Especificar el grado de calidad adecuado
No todos los acabados de electroerosión por hilo son iguales. Para trabajos de alta precisión, los "cortes de desbaste" posteriores se realizan con menor energía, y la comprensión... los detalles de cómo funciona la electroerosión para refinar la superficie es clave.
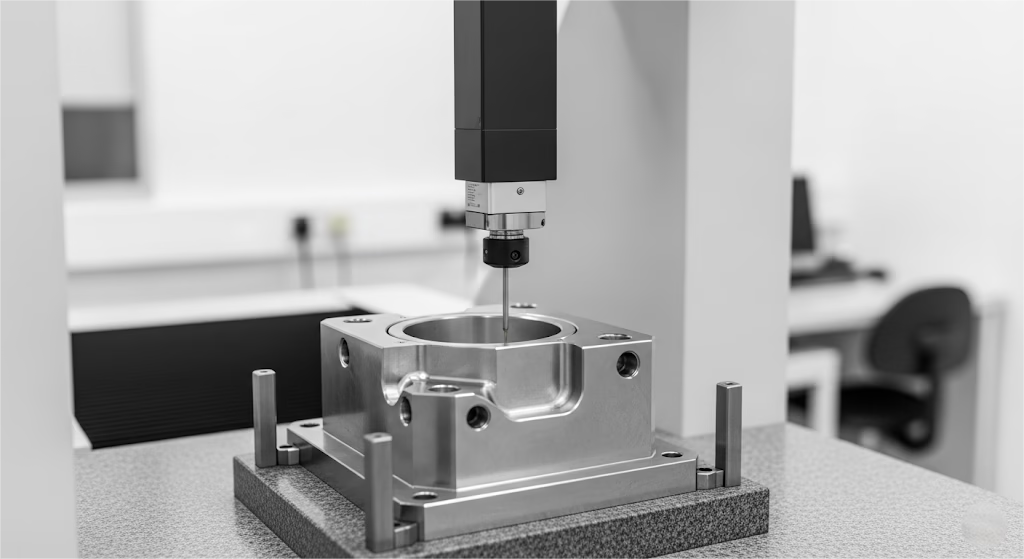
Como señala Brian Pfluger, experto en electroerosión de Makino, las máquinas modernas están diseñadas para "mantener tolerancias a nivel de micras en materiales totalmente endurecidos", y así es como se hace.
Comprender esto le permite especificar exactamente lo que necesita.
| Estrategia de mecanizado | Tolerancia alcanzable | Acabado superficial típico (Ra) | Lo mejor para... |
| 1 Corte (en bruto) | ±0,05 mm | ~2,5μm | Creación de prototipos, características no críticas |
| 2-3 Cortes (Finos) | ±0,01 mm | ~0,8μm | Piezas de precisión estándar, insertos para moldes |
| 4-5 Cortes (Superfinos) | ±0,003 mm | <0,4μm | Matrices de alta precisión, moldes ópticos |
DFM para electroerosión por hilo: lista de comprobación rápida
Para que el proceso transcurra sin contratiempos, tenga en cuenta estos tres puntos antes de enviar su diseño para presupuesto:
- Proporcionar un "agujero de inicio": Para cualquier elemento interno, el cable necesita un punto de partida. Diseñe un pequeño orificio (normalmente de ø0,5-1,0 mm) por el que pueda pasar el cable.
- Confirme la conductividad del material: El proceso de electroerosión se basa en la descarga eléctrica. El material elegido debe ser conductor.
- Considere la posibilidad de purgar los puertos (Consejo de experto): En cavidades profundas y cerradas, la adición de pequeños orificios adicionales puede mejorar drásticamente la evacuación del material erosionado. Esto puede aumentar la velocidad de corte y la estabilidad.
Conclusión: La solución definitiva para los retos más difíciles de la fabricación
Cuando nos enfrentamos a materiales demasiado duros de cortar, geometrías demasiado afiladas para fresar y piezas demasiado delicadas de manipular, el compromiso no es una opción. El corte por hilo (EDM) es más que un proceso: es la respuesta definitiva a una clase específica de los problemas más exigentes de la fabricación.
El coste de la electroerosión por hilo no debe compararse con el de otros procesos; debe sopesarse frente al inmenso coste de no poder fabricar su pieza en absoluto.
Si su proyecto se enfrenta a uno de estos retos "imposibles", no se conforme con un diseño comprometido. Cargue hoy mismo su archivo CAD y nuestros especialistas en corte por hilo (EDM) de Zenithin proporcionará un informe gratuito de análisis de la fabricabilidad de las "características extremas".



